Human or machine "eyes" ?vision led lighting
This paper introduces the development process of machine vision in the industrial field, and highlights the advantages of machine vision through its comparison with human vision. However it is undeniable that there are still bottlenecks that need to be broken if a machine is to completely replace the human eye. In addition, through the analysis of the industrial chain of machine vision, the industry is sorted out, which is helpful for the industry insiders who pay attention to this field to predict the future trend of machine vision.
Application history and development of machine vision in industrial inspection
Machine vision is widely used in industry, core applications include: measurement, detection, identification, positioning, etc. The industrial chain can be divided into upstream component market, midstream system integration/complete equipment market and downstream application market. Upstream have illuminators, lens, camera, image acquisition card, image processing software, hardware and software providers, the middle integration and the machine equipment provider, have wide application industry, mainly downstream market including electronic manufacturing industry, automobile, printing and packaging, tobacco, agriculture, medicine, textile, and traffic and other fields.
The global market of machine vision is mainly distributed in North America, Europe, Japan, China and other regions. According to statistics, the global market for machine vision systems and components was $3.67 billion in 2014, $4.2 billion in 2015, and $6.2 billion in 2016. From 2002 to 2016, the annual compound growth rate of the market was about 12%. Machine vision integration, based on north American market data, is about six times of the vision systems and components market.
China's machine vision started in the 1980s with the introduction of technology, with the introduction of the whole line of semiconductor factory in 1998, the machine vision system was also introduced. Before 2006, China domestic machine vision products are mainly concentrated in foreign manufacturing enterprises, the scale is small. Since 2006, the customer base of industrial machine vision applications has expanded to printing, food and other testing fields. In 2011, the market began to grow rapidly, because the increase of labor cost and the upgrade demand of manufacturing industry and the rapid development of computer vision technology, more and more machine vision solution are penetrating into various fields. By 2016, the scale of China's machine vision market has reached nearly $7 billion.
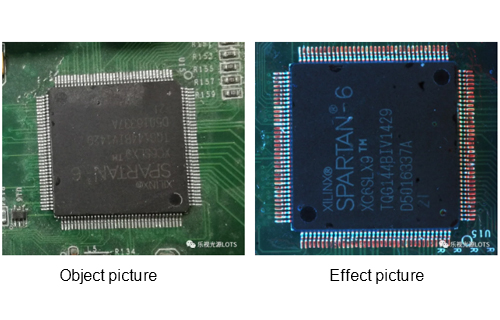
In machine vision, defect inspection is one of the most widely used functions, mainly detection product surface information. In modern industrial automation production, there is a certain rate of defective products in each process of continuous mass production, although the ratio is small, it becomes a bottleneck for enterprises to improve yield rate after multiplying, and it costs a lot more to eliminate defects after a full manufacturing process. Therefore, timely detection and elimination of defective products are very important for quality control and cost control, as well as an important cornerstone for further upgrading of the manufacturing industry.
In the inspection industry, compared with human vision, machine vision has obvious advantages
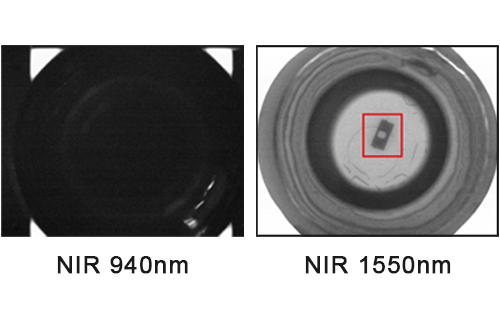
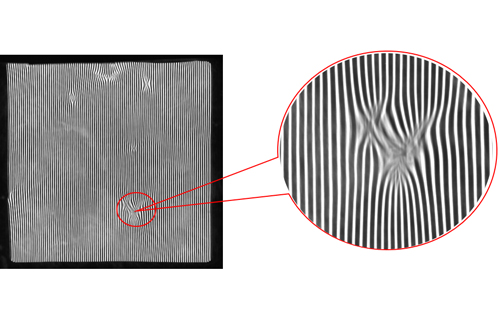
1. High accuracy: human vision is 64 gray level, and the resolution of small target is weak; Machine vision can significantly improve the gray level, and can observe the micron target;
2. Fast speed: humans can't see fast moving objects, and machine shutter times can reach the level of microseconds;
3. High stability: Machine vision solves a very serious problem for humans -- instability. Human eye inspection is a very boring and laborious industry, no matter what kind of reward and punishment system you design, there will be a relatively high rate of missed inspection. However, machine vision inspection devices have no fatigue problems, no mood swings, as long as you write in the algorithm, every time will be carefully executed. The effect will be highly improved in quality control.
4. Information integration and retention: the information obtained from machine vision is comprehensive and traceable, relevant information can be easily integrated and retained.