Characteristics of industrial machine vision
The concept of machine vision in a broad sense is not much different from computer vision, which generally refers to the use of computers and digital image processing technology to achieve the recognition, understanding and control of objective images. The concept of machine vision in industrial applications is significantly different from ordinary computer vision, pattern recognition, and digital image processing.
First, industrial machine vision is a comprehensive technology, including digital image processing technology, mechanical engineering technology, control technology, electric light source lighting technology, optical imaging technology, sensor technology, analog and digital video technology, computer software and hardware technology, human-machine interface technology, etc. These technologies are parallel in machine vision, and only coordinated application can form a successful industrial machine vision application system.
Second, industrial machine vision emphasizes practicality, requires the ability to adapt to the harsh environment of industrial production, has a reasonable cost-effectiveness, has a universal industrial interface, can be operated by ordinary workers, has high fault tolerance and security, will not damage industrial products, and must have strong versatility and portability.
Third, for industrial machine vision engineers, they need not only the ability to study mathematical theories and compile computer software, but also the comprehensive ability to integrate optics, mechanics and electronics.
Fourth, industrial machine vision emphasizes real-time performance, high speed and high precision. Therefore, many technologies in computer vision and digital image processing are still difficult to apply to machine vision. Their development speed far exceeds their actual application speed in industrial production.
Industrial Machine Vision Applications
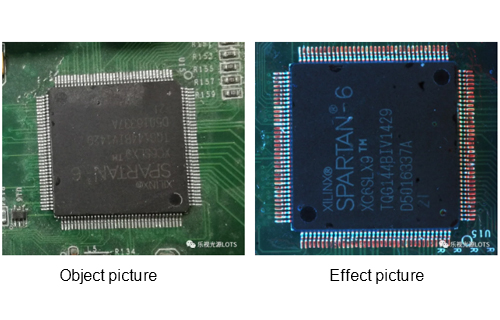
1. Application of machine vision in industrial inspection
At present, machine vision has been successfully applied in the field of industrial inspection, greatly improving the quality and reliability of products and ensuring production speed. For example, product packaging and printing quality inspection, beverage industry container quality inspection, beverage filling inspection, beverage product sealing inspection, lumber inspection, semiconductor integrated circuit packaging quality inspection, coil steel quality inspection and fruit grading inspection. In the pharmaceutical production line, machine vision technology can be used to inspect drug packaging to determine whether the correct drug particles are loaded.

2. Application of Machine Vision in Medicine
In the medical field, machine vision is used to assist doctors in analyzing medical images. It mainly uses digital image processing technology and information fusion technology to analyze cross-ray perspectives, magnetic resonance images, CT images, or to count and analyze other medical imaging data. Different medical imaging devices obtain images of biological tissues with different characteristics. For example, X-rays reflect bone tissue, and magnetic resonance images reflect organic tissue images. Doctors often need to consider the relationship between bones and organic tissues, so they need to use digital image processing technology to properly superimpose the two images for medical analysis. The method of using digital image processing to count cells is to use digital image edge extraction and image segmentation technology to automatically complete the cell count, saving manpower and improving efficiency.
3. Application of machine vision in robot navigation and visual servo system
Giving robots vision is one of the key points of robot research. Its purpose is to feedback the target or its own state and position information to the robot motion control system through image positioning and image understanding. For example, if the camera is fixed on the pan-tilt head, a robot grabs and moves the workpiece within a certain range, and the industrial camera uses dynamic image recognition and tracking algorithms to track the moved workpiece and always keep it in the center of the field of view.
4. Application of machine vision in image monitoring, security, and traffic management
In CCTV monitoring systems, machine vision technology is used to enhance image quality, capture emergencies, monitor complex scenes, identify identities, track suspicious targets, etc., which can greatly improve monitoring efficiency and reduce the probability of dangerous events. In traffic management systems, machine vision technology is used for vehicle identification and dispatching, and provides relevant information to traffic management and command systems.
5. Application of Machine Vision in Satellite Remote Sensing
Satellite remote sensing images contain a large amount of information, and the data has a variety of interference and errors. The workload and difficulty of processing and analysis are very large. Machine vision technology is used to analyze various remote sensing images, conduct environmental monitoring, geographic surveying, and automatically identify, understand and classify ground targets based on the image and graphic features of terrain and landforms.
The birth and application of machine vision technology has greatly liberated human labor, improved the level of production automation, and improved the living conditions of human beings. Its application prospects are extremely broad.